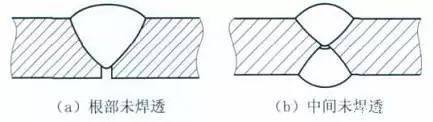
焊缝未焊透缺陷部位
焊缝中存在未焊透将减少其有效面积,严重造成焊接件强度等力学性能下降。未焊透还会造成应力集中,严重降低焊缝的疲劳强度。另外,当焊接件处于承载应力状态下,未焊透还有可能发展为裂纹,最终可能导致焊缝开裂。
未焊透危害性大于气孔、夹渣和夹钨等缺陷,属于危害性较大的缺陷。以下两幅图为母材厚度8-15mm埋弧焊焊缝,气刨焊缝整体未焊透图。
焊缝中未焊透缺陷
焊缝中未焊透缺陷
三、产生未焊透的原因
1)焊接电流小,熔深浅;
2)坡口和间隙尺寸不合理,钝边太大;
3)磁偏吹影响;
4)焊条偏芯度太大;
5)层间及焊根清理不良。
使用较大电流来焊接是防止未焊透的基本方法。另外,焊角焊缝时,用交流代替直流以防止磁偏吹,合理设计坡口并加强清理,用短弧焊等措施也可有效防止未焊透的产生。
