什么是点焊
点焊是将两片金属,通常为薄片或薄板,通过一系列较小的圆形接头,连接在一起的常用技术。这种焊接技术不仅广泛应用于汽车行业的车体组装和某些底盘接合的过程中,而且还被制造其它类型金属薄片的商家使用。点焊的过程是在将被焊接到一起的两个工件的外侧对电极施压,同时使高强度电流通过施压的部位,被施压部位的金属会瞬间熔化,然后凝固成被称作焊核的圆形接头。
点焊探伤的作用
评估金属材料的点焊接合部位的完整性。
点焊探伤的的重要性
如果焊接完成得不好,则可能出现以下情况:被焊接的两个工件可能没有完全熔合到一起,或者焊核区域可能小于某种牢固接合所要求的尺寸。通过光学检测很少会发现这些问题,而具有破坏性的拉伸检测不仅效果不好,且仅限于少量的样件。但是,使用适当设备和技术的超声点焊检测却可以无损方式快速提供有关点焊质量的有用信息。
点焊探伤发展史
以前传统的焊点破坏性检测方法
1) 破坏性凿检及目测 2) 破坏性拉剪测试 3)金相检测
这些破坏性检测方法效率低,破坏性强,成本高,而且属于典型的事后检验。
从20世纪80年代开始,人们把目光转向研究替代破坏性检测方法的无损检测方法。经过多年尝试,其他一些非破坏性检查的方式对于电阻点焊并不适用,比如红外线、X射线及涡流检测等。利用超声波技术对电阻点焊进行无损检测效率较高,几乎能够识别各种有缺陷的焊点。所以,超声波无损检测对于电阻点焊来说,是一种有效、可靠的技术。下面介绍一下超声波点焊检测的原理。
点焊检测原理
目前点焊检测主要是手动的离线检测,这主要是由于焊点的表面形状不一致,无法实现焊接过程中的在线检测。
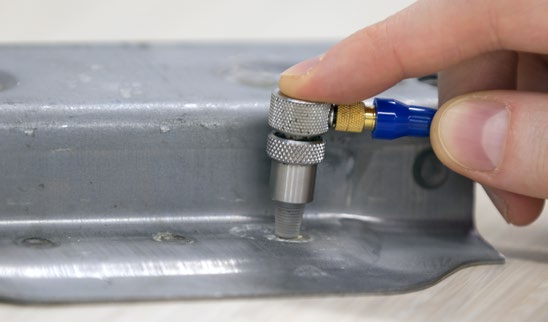
图1 是超声点焊检测的视图。探头与工件的接触面是橡胶膜,见图2 。它能保证探头和点焊表面的弧坑完美地接触,以确保声波的传播。声波的频率通常选用20MHz.探头的直径范围是2.3mm-8.5mm 。声波在 金属板中传播时反复被界面反射,产生系列回波信号,显示在仪器的显示屏上,我们可以根据回波信号的形状来判断焊点的质量。图3是超声波点焊检测原理图。
点焊缺陷类型及回波特征
点焊常见的缺陷类型及对应的超声回波特征
点焊探伤设备
BSN900F点焊探伤仪
我们建议在点焊检测中BSN900F点焊探伤仪
