超声波的概念
超声波是一种频率高于20000赫兹的声波,它的方向性好,反射能力强,易于获得较集中的声能,在水中传播距离远,可用于探伤、测厚、测距、测速、清洗、焊接、碎石、杀菌消毒等。
超声波是一种机械波。超声波有纵波、横波、表面波(瑞利波)、爬波、板波(SH波)、衍射波等类型的波。
| 次声波 | 频率f<20Hz |
| 声波 | 20Hz<频率f<20000Hz |
| 波声波 | 频率f>20000Hz |
超声波的特性
主要是:”方向性好”、“能量高”、“穿透能力强”、“能在界面上产生反射、折射、衍射和波形转换”,详述如下:
1.超声波的方向性好:频率越高,方向性越好,以很窄的波束向介质中辐射,易于确定缺陷的位置。超声波声束能集中在特定的方向上,在介质中沿直线传播,具有良好的指向性。
2.超声波在介质中传播过程中,会发生衰减和散射。
3.超声波在异种介质的界面上将产生反射、折射和波型转换。利用这些特性,可以获得从缺陷界面反射回来的反射波,从而达到探测缺陷的目的。
超声波在介质中传播时,在不同质界面上具有反射的特性,如遇到缺陷,缺陷的尺寸等于或大于超声波波长时,则超声波在缺陷上反射回来,探伤仪可将反射波显示出来;如缺陷的尺寸甚至小于波长时,声波将绕过射线而不能反射;
4.超声波的传播能量大,超声波的能量比声波大得多,如频率为1MHZ(100赫兹)的超生波所传播的能量,相当于振幅相同而频率为1000HZ(赫兹)的声波的100万倍。
5.超声波在固体中的传输损失很小,探测深度大,由于超声波在异质界面上会发生反射、折射等现象,尤其是不能通过气体固体界面。如果金属中有气孔、裂纹、分层等缺陷(缺陷中有气体)或夹杂,超声波传播到金属与缺陷的界面处时,就会全部或部分反射。反射回来的超声波被探头接收,通过仪器内部的电路处理,在仪器的荧光屏上就会显示出不同高度和有一定间距的波形。可以根据波形的变化特征判断缺陷在工件中的深度、位置和形状。
什么是超声波检测
超声波检测是在不损坏检测对象的前提下,利用被检测材料与缺陷的声学性能存在差异的特点,使用相应超声波检测设备与器材,通过超声波在传播过程中的反射、折射、衍射情况和传播时间、能量变化,对检测对象内部、表面进行测试,并对结果进行分析和评价的一种无损检测方法。
超声波检测(Ultrasonic Testing)缩写为UT,也叫超声检测,是五种常规无损检测方法的一种。
无损检测(Nondestructive Testing)缩写为NDT,是在不损坏工件或原材料工作状态的前提下,对被检验部件的表面和内部质量进行检查的一种检测手段。
无损检测包括射线检测(RT)、超声检测(UT)、磁粉检测(MT)、渗透检测(PT)和涡流检测(ET)等五种检测方法。主要应用于金属材料制造的机械、器件等的原材料、零部件和焊缝,也可用于玻璃等其它制品。
射线检测适用于碳素钢、低合金钢、铝及铝合金、钛及钛合金材料制机械、器件等的焊缝及钢管对接环缝。射线对人体不利,应尽量避免射线的直接照射和散射线的影响。
超声检测系指用A型脉冲反射超声波探伤仪检测缺陷,适用于金属制品原材料、零部件和焊缝的超声检测以及超声测厚。
磁粉检测适用于铁磁性材料制品及其零部件表面、近表面缺陷的检测,包括干磁粉、湿磁粉、荧光和非荧光磁粉检测方法。
渗透检测适用于金属制品及其零部件表面开口缺陷的检测,包括荧光和着色渗透检测。
涡流检测适用于管材检测,如圆形无缝钢管及焊接钢管、铝及铝合金拉薄壁管等。
磁粉、渗透和涡流统称为表面检测。
超声波检测的原理
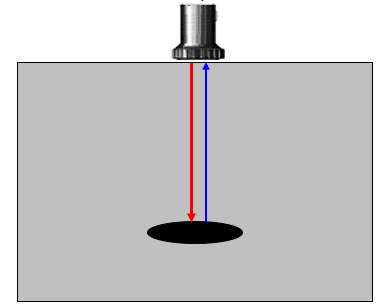
采用一定方法将声源产生的超声波检测发射进入被测工件内部,如果工件中存在缺陷,这个缺陷与工件材料之间形成一个交界面,交界面之间的声阻抗不同,当超声波遇到交界面后就会发生反射,反射回来的超声信号被接收到,通过对接收到的超声信号进行分析,判断工件内部情况。这就是超声波检测的工作原理。
超声波探伤是利用材料及其缺陷的声学性能差异对超声波传播波形反射情况和穿透时间的能量变化来检验材料内部缺陷的无损检测方法。
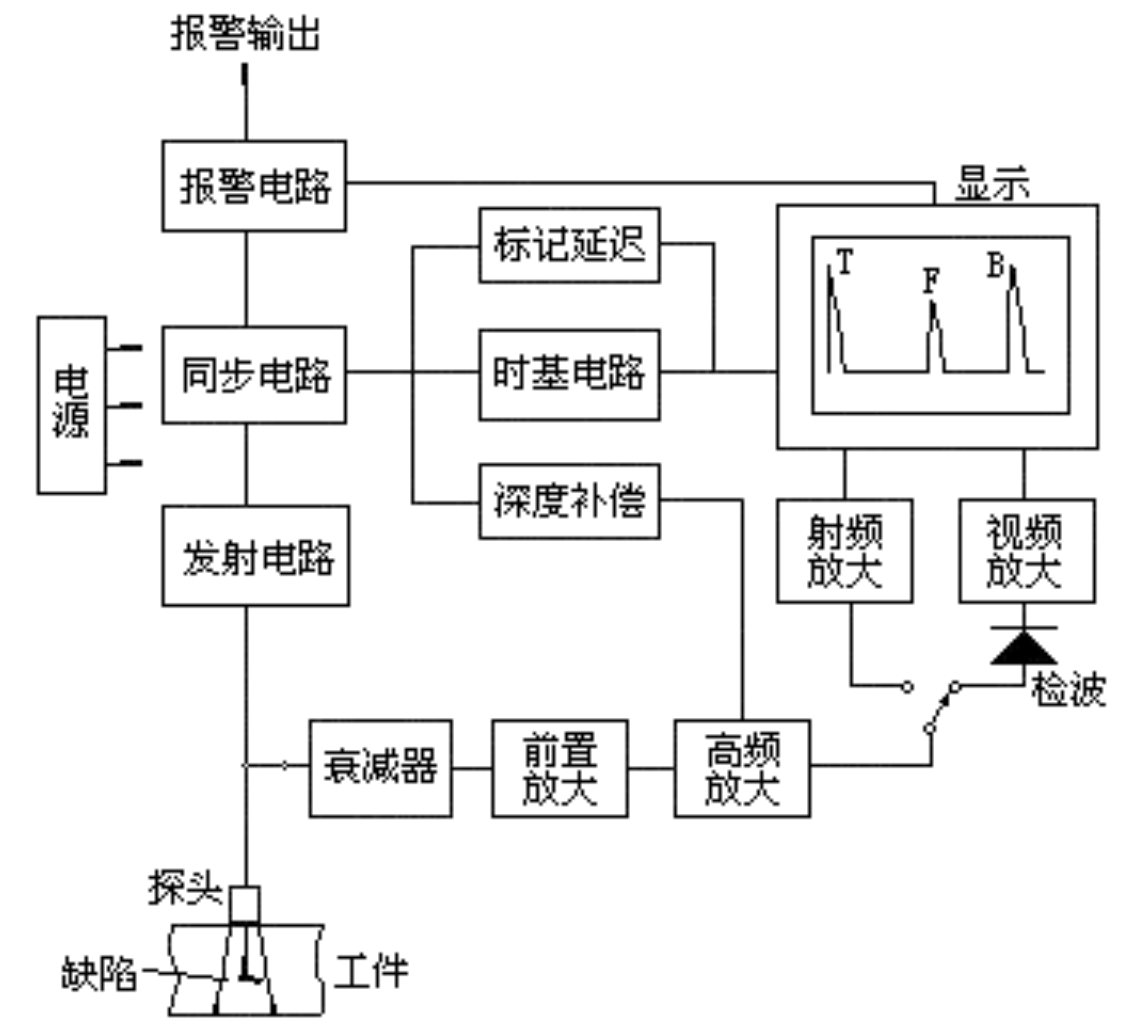
脉冲反射法在垂直探伤时用纵波,在斜射探伤时用横波。脉冲反射法有纵波探伤和横波探伤。在超声波仪器示波屏上,以横坐标代表声波的传播时间,以纵坐标表示回波信号幅度。对于同一均匀介质,脉冲波的传播时间与声程成正比。因此可由缺陷回波信号的出现判断缺陷的存在;又可由回波信号出现的位置来确定缺陷距探测面的距离,实现缺陷定位;通过回波幅度来判断缺陷的当量大小 。
 |
 |
超声波探伤仪的工作原理
仪器示例
最常用的超声波检测仪是超声波探伤仪,比如BSN900系列超声波探伤仪

