大口径、大壁厚的管道环焊缝
二.评判原理
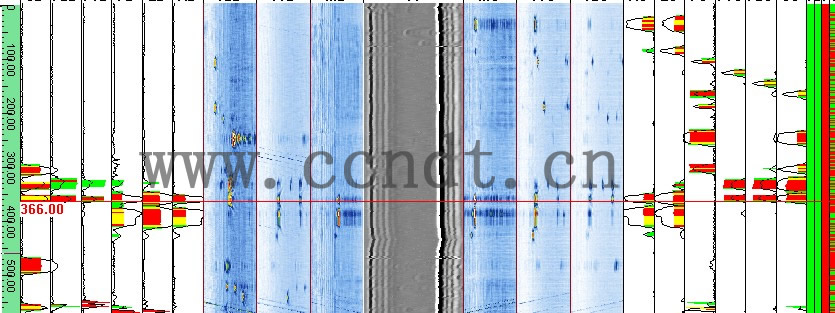
全自动超声波的扫查图分三部分:带状图、TOFD和B扫描。
设备通过在每个通道设置阈门来判断缺陷位置和性质。
三.缺陷评判
体积型缺陷
体积型缺陷可能发生在根部,也可能发生在填充层。在TOFD通道中有群状图形显示
根部缺陷
根部焊接是关键,根焊缺陷的评定比较复杂,仅从一个通道我们不能准确的判断缺陷性质和长度,在评定过程中应结合TOFD通道、根部B扫和RD、RU等几个通道综合分析评判。
钝边区域缺陷
对于热焊区域的缺陷主要是由于钝边的厚度和坡口角度原因造成的。
分析缺陷产生的原因,我们可以得到在热焊部位的缺陷性质和和深度。
填充层缺陷
热焊层和填充层等部位的几何反射少,杂波少,干扰评判的因素就少一些,所以评判缺陷相对来讲也比较容易一些,缺陷位置一般也出现在坡口和层间,根据门位判断多个通道显示的缺陷是否是同一个缺陷,根据缺陷占有通道的数量可以粗判缺陷的自身高度,如需精确测量缺陷高度,可以通过扫描图的TOFD通道测量缺陷自身高度。
