(一)在役吊钩的检验重点:疲劳裂纹
吊钩缺陷是在使用过程中逐渐产生的,主要是疲劳裂纹。
a.有的疲劳裂纹由工件内部的缺陷扩展形成,此类内部疲劳裂纹必须采用超声波探伤。
b.但大多数情况下,工件表面应力集中的部位在交变应力的作用下也会产生疲劳裂纹,此类近表面的疲劳裂纹最好采用磁粉探伤,内部裂纹则必须采用超声波探伤。为避免吊钩断裂危险事故的产生,必须定期检测。
(二)危险断面分析
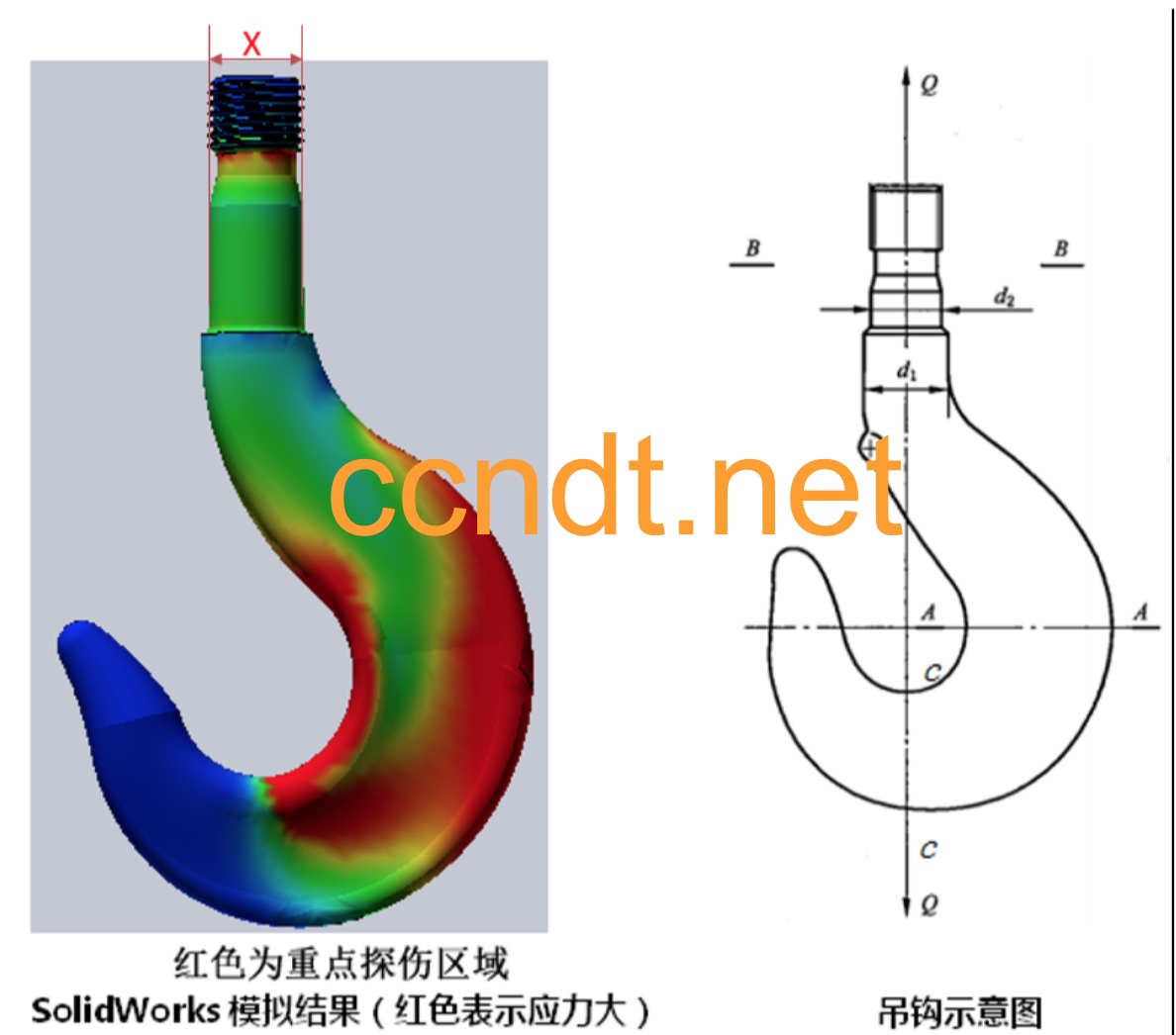
经过受力分析并运用SolidWorks进行模拟,吊钩的危险断面有以下三个:
1.钩身水平断面A-A:在载荷作用下,受到的弯曲和拉伸组合应力最大;
2.螺纹根部断面B-B:面积较小,而且应力集中,容易在缺陷处断裂;
3.垂直断面C-C:在吊物过程中,是吊索强烈磨损的部位,随着断面面积减小,承载能力将下降。

磁粉探伤方案
一.检测依据
1.NB/T47013.1-2015《承压设备无损检测》第1部分:通用要求
2.NB/T47013.1-2015《承压设备无损检测》第4部分:磁粉检测
3.有关规范、规程、标准
二.检测要求
1.检测要求
(1)检测人员应按照《特种设备无损检测人员考核与监督管理规则》的要求取得该项目的Ⅱ级及以上无损检测资格,并从事与资格级别相应的无损检测工作。
(2)检测质量控制和检测级别评定,依照NB/T47013.1-2015《承压设备无损检测》标准进行。检测部位和比例,应符合有关规程、规范和本院有关检验规范的要求。
三 .检测准备
1. 检测人员详细了解被检吊钩的设计、制造、使用、检验情况。
2.仪器、设备、材料。所使用的仪器设备和材料应是鉴定和检验合格的产品,性能指标应符合NB/T47013.1-2015标准。磁轭式检测仪应定期校验提升力,当使用磁轭最大间距时,交流电磁轭至少应有45N的提升力。
3. 磁悬液配制
非荧光磁悬液浓度为:10-25g/L。
4.吊钩被检测表面的制备
(1) 若吊钩被检测表面凹凸不平,以至可能遮盖缺陷显示时,应通过打磨来制备。被检测工件的表面粗糙度Ra应不大于25μm。
(2) 工件表面应保证无锈、无油、无污、无涂层。清理可采用砂纸、钢丝刷、砂轮、棉纱等。
(3) 工件表面色泽应保证能与磁粉颜色形成较大反差。采用非荧光磁粉时,可使用反差增强剂。
四.检测方法和检测区域
1.磁化方法
采用连续磁化方法,先用磁悬液润湿工件受检表面,在通电磁化的同时施加磁悬液,持续磁化时间为1~3s。为保证磁化效果至少反复磁化二次,停施磁悬液至少1s后才可以停止磁化。
2.磁化方向和检测区域
(1) 使用电磁轭磁粉探伤仪时,被检工件的每一被检区域至少应进行两次独立的检测,两次检测的磁力线方向应大致相互垂直。
(2) 磁轭的磁极间距应控制在75-200mm的范围内,检测的有效区域为两极连线两侧各50mm的范围内,磁化区域每次应有不少于15mm的重叠。
3.检测区域
吊钩的危险截面是检验的重点区域
4. 磁化规范
磁化规范(磁化电流)大小应根据标准试片实测结果来选择,所需磁化电流应能使规定灵敏度试片上显示清晰的磁痕。
5. 灵敏度试验片的使用
(1) 检测灵敏度试片的选用由检测人员根据标准要求及现场具体情况决定。
(2) 将灵敏度试片无人工缺陷的面朝外贴在被检工件上,为使试片与被检面接触良好,可用透明胶带将其平整粘贴在被检面上,并注意胶带不能覆盖试片上的人工缺陷,测试时应使用连续磁化法。试片受损或磁特性改变时,不得继续使用。
6. 施加磁粉
(1) 应确认整个被检测面能被磁悬液良好地湿润。
(2) 磁悬液施加方法:采用喷壶使磁悬液以雾状水滴喷洒在被检区域。
(3) 磁悬液的施加必须在磁化过程中完成。
(4) 检测面上的磁悬液流速不应过快,已形成的磁痕不要被流动着的磁悬液所破坏。
7.检测速度
磁轭法检测速度应控制在每分钟不超过0.5m,检测速度应均匀,并控制在每分钟不超过4m。
8.观察
磁化过程及磁化结束后应仔细观察被检区域直至判定有无可疑显示,方可进行下一次磁化。
9. 磁痕显示分析
发现磁痕显示应进行分析,并可擦去显示,进行复探,以判断是否属相关显示。当怀疑表面形状对显示有影响时,可用砂轮适当修磨表面后进行复探。
10.复验
当出现下列情况之一时,需进行复验:
(1) 检验结束时,用标准试片或标准试块验证检测灵敏度不符合要求;
(2) 发现检测过程中操作方法有误或技术条件改变时;
(3) 合同各方有争议或认为有必要时。
五.结果的判定与处理
1.磁痕的评定
(1) 长宽比大于3的缺陷磁痕,按条状磁痕处理;长宽比小于等于3的缺陷磁痕,按圆形磁痕处理。
(2) 缺陷磁痕的长轴方向与工件轴线或母线的夹角大于等于30度时,作为横向缺陷处理, 其它按纵向缺陷处理。
(3) 两个或两个以上缺陷磁痕在同一直线上且间距小于等于2mm时,按一条缺陷处理,其长度为两缺陷磁痕之和加间距。
(4) 长度小于0.5mm的缺陷磁痕不计。
(6) 必要时可用2-10倍放大镜进行观察。
(7) 磁痕难辩真伪或有争议时可进行复检。
2.缺陷的等级评定
任何裂纹不允许存在
3. 当检验工作无故中止时,检验人员应重新进行准备工作。
4.如果在检验过程中发现仪器、仪表有误,则应分析原因,确定是仪器、仪表有问题,则应更换仪器、仪表,重新进行检验和记录数据。
5.检验结束后,出具检验报告。
一.检测依据
1.NB/T47013.1-2015《承压设备无损检测》第1部分:通用要求
2.NB/T47013.1-2015《承压设备无损检测》第4部分:磁粉检测
3.有关规范、规程、标准
二.检测要求
1.检测要求
(1)检测人员应按照《特种设备无损检测人员考核与监督管理规则》的要求取得该项目的Ⅱ级及以上无损检测资格,并从事与资格级别相应的无损检测工作。
(2)检测质量控制和检测级别评定,依照NB/T47013.1-2015《承压设备无损检测》标准进行。检测部位和比例,应符合有关规程、规范和本院有关检验规范的要求。
三 .检测准备
1. 检测人员详细了解被检吊钩的设计、制造、使用、检验情况。
2.仪器、设备、材料。所使用的仪器设备和材料应是鉴定和检验合格的产品,性能指标应符合NB/T47013.1-2015标准。磁轭式检测仪应定期校验提升力,当使用磁轭最大间距时,交流电磁轭至少应有45N的提升力。
3. 磁悬液配制
非荧光磁悬液浓度为:10-25g/L。
4.吊钩被检测表面的制备
(1) 若吊钩被检测表面凹凸不平,以至可能遮盖缺陷显示时,应通过打磨来制备。被检测工件的表面粗糙度Ra应不大于25μm。
(2) 工件表面应保证无锈、无油、无污、无涂层。清理可采用砂纸、钢丝刷、砂轮、棉纱等。
(3) 工件表面色泽应保证能与磁粉颜色形成较大反差。采用非荧光磁粉时,可使用反差增强剂。
四.检测方法和检测区域
1.磁化方法
采用连续磁化方法,先用磁悬液润湿工件受检表面,在通电磁化的同时施加磁悬液,持续磁化时间为1~3s。为保证磁化效果至少反复磁化二次,停施磁悬液至少1s后才可以停止磁化。
2.磁化方向和检测区域
(1) 使用电磁轭磁粉探伤仪时,被检工件的每一被检区域至少应进行两次独立的检测,两次检测的磁力线方向应大致相互垂直。
(2) 磁轭的磁极间距应控制在75-200mm的范围内,检测的有效区域为两极连线两侧各50mm的范围内,磁化区域每次应有不少于15mm的重叠。
3.检测区域
吊钩的危险截面是检验的重点区域
4. 磁化规范
磁化规范(磁化电流)大小应根据标准试片实测结果来选择,所需磁化电流应能使规定灵敏度试片上显示清晰的磁痕。
5. 灵敏度试验片的使用
(1) 检测灵敏度试片的选用由检测人员根据标准要求及现场具体情况决定。
(2) 将灵敏度试片无人工缺陷的面朝外贴在被检工件上,为使试片与被检面接触良好,可用透明胶带将其平整粘贴在被检面上,并注意胶带不能覆盖试片上的人工缺陷,测试时应使用连续磁化法。试片受损或磁特性改变时,不得继续使用。
6. 施加磁粉
(1) 应确认整个被检测面能被磁悬液良好地湿润。
(2) 磁悬液施加方法:采用喷壶使磁悬液以雾状水滴喷洒在被检区域。
(3) 磁悬液的施加必须在磁化过程中完成。
(4) 检测面上的磁悬液流速不应过快,已形成的磁痕不要被流动着的磁悬液所破坏。
7.检测速度
磁轭法检测速度应控制在每分钟不超过0.5m,检测速度应均匀,并控制在每分钟不超过4m。
8.观察
磁化过程及磁化结束后应仔细观察被检区域直至判定有无可疑显示,方可进行下一次磁化。
9. 磁痕显示分析
发现磁痕显示应进行分析,并可擦去显示,进行复探,以判断是否属相关显示。当怀疑表面形状对显示有影响时,可用砂轮适当修磨表面后进行复探。
10.复验
当出现下列情况之一时,需进行复验:
(1) 检验结束时,用标准试片或标准试块验证检测灵敏度不符合要求;
(2) 发现检测过程中操作方法有误或技术条件改变时;
(3) 合同各方有争议或认为有必要时。
五.结果的判定与处理
1.磁痕的评定
(1) 长宽比大于3的缺陷磁痕,按条状磁痕处理;长宽比小于等于3的缺陷磁痕,按圆形磁痕处理。
(2) 缺陷磁痕的长轴方向与工件轴线或母线的夹角大于等于30度时,作为横向缺陷处理, 其它按纵向缺陷处理。
(3) 两个或两个以上缺陷磁痕在同一直线上且间距小于等于2mm时,按一条缺陷处理,其长度为两缺陷磁痕之和加间距。
(4) 长度小于0.5mm的缺陷磁痕不计。
(6) 必要时可用2-10倍放大镜进行观察。
(7) 磁痕难辩真伪或有争议时可进行复检。
2.缺陷的等级评定
任何裂纹不允许存在
3. 当检验工作无故中止时,检验人员应重新进行准备工作。
4.如果在检验过程中发现仪器、仪表有误,则应分析原因,确定是仪器、仪表有问题,则应更换仪器、仪表,重新进行检验和记录数据。
5.检验结束后,出具检验报告。
